 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Экструдер бұрандасы жиі тозған ба? Бұл негізгі себептер бар!
Ningbo Fangli Technology Co., Ltd. 30 жылға жуық тәжірибесі бар механикалық жабдық өндірушісіпластикалық құбырларды экструзияға арналған жабдық, жаңа қоршаған ортаны қорғау және жаңа материалдар жабдықтары. Құрылғаннан бері Fangli пайдаланушының сұранысы негізінде әзірленді. Үздіксіз жетілдіру, негізгі технология бойынша тәуелсіз ҒЗТКЖ және озық технологияларды және басқа құралдарды сіңіру және сіңіру арқылы біз дамыттық.ПВХ құбырларын экструзиялау желісі, PP-R құбырының экструзия желісі, PE сумен жабдықтау / газ құбырын экструзия желісі, ол Қытай құрылыс министрлігі импорттық өнімдерді ауыстыруды ұсынды. Біз «Чжэцзян провинциясындағы бірінші дәрежелі бренд» атағын алдық.
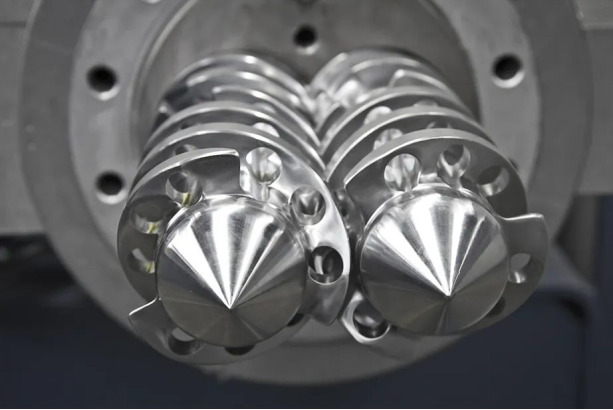
Бұрандалы экструдерпластикалық қалыптау және араластыру модификациясының негізгі жабдығы болып табылады. Араластырудың нақты өндіріс процесінде модификация, бұранданыңэкструдерқатты жоғары қысымда және жоғары температурада болады және үлкен үйкеліс пен ығысу күшін көтереді.
Арнайы жұмыс ортасының арқасындаэкструдербұранда қарапайым металдан металға үйкеліс емес, металдан полимерге үйкеліс болып табылады, сондықтан бұранда бетінің тозуы жиі ауыр болады.
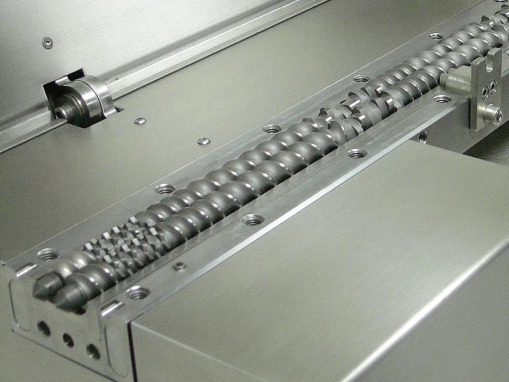
Бұранданың тозуы бұранда мен бөшке арасындағы қашықтықты арттырады, бұл материалдағы бұранданың қысылуына және кесілуіне әсер етеді, осылайша өнім сапасының төмендеуіне әкеледі. Екінші жағынан, тозған бұрандаларды жиі ауыстыру өзіндік құнын арттырып қана қоймайды, сонымен қатар өндіріс жоспарын кешіктіреді, нәтижесінде өндіріс тиімділігі төмендейді.
Бұранда әдетте ұзақ тозуға байланысты сынған және бұранда мен бөшке арасындағы саңылау қалыпты түрде экструдтау үшін тым үлкен. Дегенмен, дұрыс жобаланбаған немесе жұмыс істегеннен туындаған жұмыс кернеуі беріктік шегінен асып, зақымдалған жағдайлар да бар. Төменде экструзия бұрандасының тозу себептері туралы қысқаша кіріспе берілген:
1 Өңдеу температурасы
Пластмассаның әрбір түрі пластиктендіретін өңдеудің тамаша температура диапазонына ие. Бөшкенің өңдеу температурасы оны осы температура диапазонына жақын ету үшін бақылануы керек. Пластикалық бөлшектер бункерден бөшкеге енген кезде, олар алдымен қоректендіретін бөлікке жетеді, онда құрғақ үйкеліс сөзсіз пайда болады. Бұл пластмассалар жеткілікті қыздырылмаған кезде және балқу біркелкі емес болса, тозуды арттыру үшін бөшкенің ішкі қабырғасын және бұранданың бетін қалыптастыру оңай.
Сол сияқты сығымдау бөлімінде және гомогенизация бөлімінде пластмассаның балқу күйі ретсіз және біркелкі емес болса, тозу да тездетіледі.

2 Жылдамдық
Жылдамдық дұрыс реттелуі керек. Кейбір пластмассалар шыны талшықтары, минералдар немесе басқа толтырғыштар сияқты арматуралық агенттермен қосылады. Бұл заттардың металл материалдарға үйкеліс күші көбінесе балқытылған пластмассаларға қарағанда әлдеқайда көп.
Жоғары айналу жылдамдығы пайдаланылса, пластикалық кесу күшін жақсарта отырып, арматуралық талшықты жырту оңай. Жыртылған талшықтың өткір ұштары бар, бұл тозу күшін айтарлықтай арттырады. Бейорганикалық минералдар металл бетінде жоғары жылдамдықпен сырғанау кезінде олардың қырғыш әсері аз болмайды. Сондықтан жылдамдық тым жоғары болмауы керек.
3 Бұрандалар мен бөшкелер арасындағы бос орын
Бұранда бөшкеде айналады, ал материал мен екеуінің арасындағы үйкеліс бұранда мен бөшкенің жұмыс бетін бірте-бірте тоздырады, бұранда диаметрі бірте-бірте азаяды, ал бөшкенің ішкі тесік диаметрі бірте-бірте артады. Осылайша, бұранда мен бөшке арасындағы сәйкестік диаметрінің алшақтығы екеуінің бірте-бірте тозуы кезінде аздап артады.
Дегенмен, бастың және бөшке алдындағы бөлгіш пластинаның кедергісі өзгермегендіктен, экструдталған материалдың ағып кету ағыны алға жылжыған кезде артады, яғни материалдың диаметрі саңылауынан қоректендіруге ағыны. бағыты артады. Нәтижесінде пластикалық машиналар өндірісі қысқарды. Бұл құбылыс материалдың ыдырауын тудыратын бөшкедегі материалдардың тұру уақытын арттырады. ПВХ жағдайында ыдырау нәтижесінде пайда болатын хлорсутек газы бұранда мен бөшкенің коррозиясын күшейтеді.

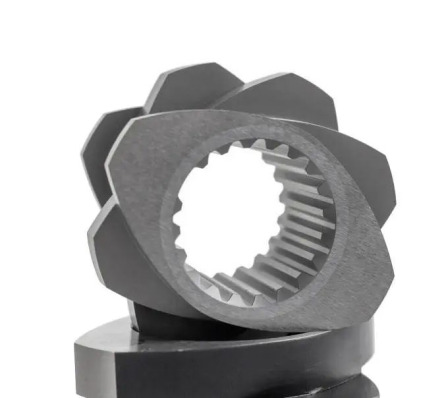
4 Материалдардың немесе металл бөгде заттардың біркелкі емес пластиктенуі
Материалдар біркелкі пластиктендірілмегендіктен немесе материалдарға металл бөгде заттар араласқандықтан, бұранданың айналу моменті кенет артады. Бұл айналу моменті бұранданың беріктік шегінен асып түседі, бұл бұранданың үзілуіне әкеледі. Бұл дәстүрлі емес апаттық зақым.
Жоғарыда айтылғандар бұранданың тозуының жиі кездесетін себептері болып табылады және біз жоғарыда келтірілген мазмұн арқылы экструзия бұрандасын жақсырақ түсіне аламыз деп үміттенеміз.
Бұранданың тозуын азайту және бұранданың жұмыс істеу мерзімін ұзарту жабдыққа қызмет көрсету құнын айтарлықтай төмендетеді, өнімнің сапасын қамтамасыз етеді және кәсіпорындарға жоғары экономикалық пайда әкеледі.
Егер сізге қосымша ақпарат қажет болса, Ningbo Fangli Technology Co., Ltd. егжей-тегжейлі сұрау үшін хабарласуға шақырады, біз сізге кәсіби техникалық басшылықты немесе жабдықты сатып алу бойынша ұсыныстарды береміз.
Сұрау жіберу


X
Біз cookie файлдарын сізге жақсырақ шолу тәжірибесін ұсыну, сайт трафигін талдау және мазмұнды жекелендіру үшін пайдаланамыз. Осы сайтты пайдалану арқылы сіз cookie файлдарын пайдалануымызға келісесіз.
Құпиялылық саясаты