 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Құбырларды экструзия процесімен, жабдықпен, сапа ақауларымен және т.б.
Ningbo Fangli Technology Co., Ltd.болып табыладымеханикалық жабдық өндірушісі30 жылдан астам тәжірибесі барпластикалық құбырларды экструзияға арналған жабдық,жаңа қоршаған ортаны қорғау және жаңа материалдар жабдықтары.Құрылғаннан бері Fangli пайдаланушының сұранысы негізінде әзірленді. Үздіксіз жетілдіру, негізгі технология бойынша тәуелсіз ҒЗТКЖ және озық технологияларды және басқа құралдарды сіңіру және сіңіру арқылы біз дамыттық.ПВХ құбырларын экструзиялау желісі,PP-R құбырының экструзия желісі, PE сумен жабдықтау / газ құбырын экструзия желісі, ол Қытай құрылыс министрлігі импорттық өнімдерді ауыстыруды ұсынды. Біз «Чжэцзян провинциясындағы бірінші дәрежелі бренд» атағын алдық.
I. Процесс ағыны
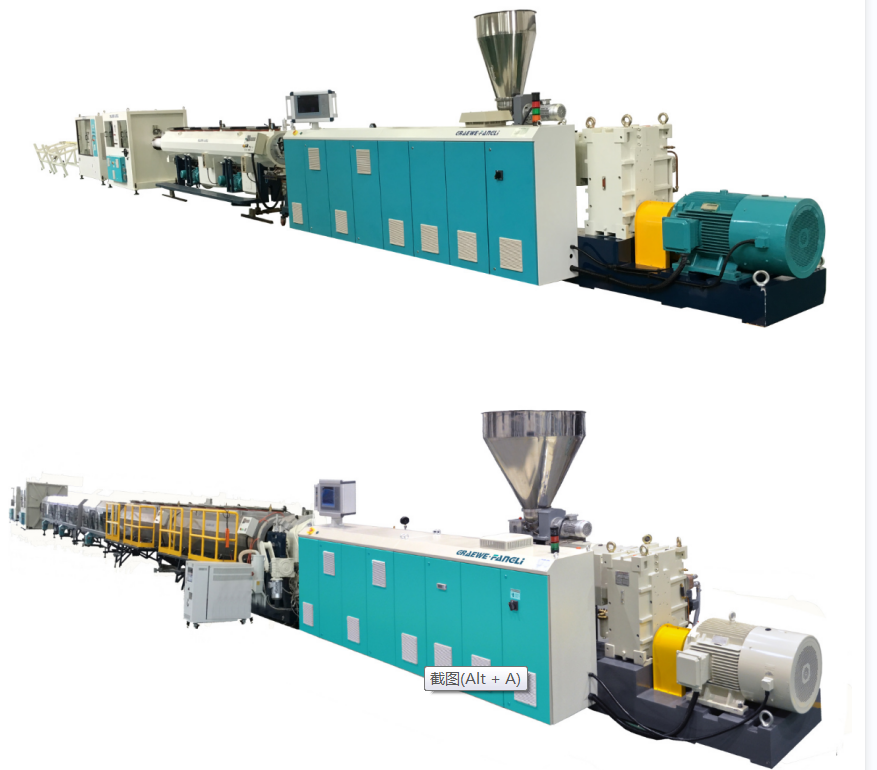
Қазіргі уақытта ПВХ және PO құбырлары ішкі және халықаралық деңгейде ең жоғары өнім болып табылады.1-суретполиолефинді (ПО) құбырлар үшін өндірістік процестің сызбасын көрсетеді. Пластмасса сақиналы саңылауға (2) бұранда арқылы біркелкі пластификацияланған балқыма ретінде құйылады, құбыр паризонын экструзиялайды. Бұл салқындату және өлшемдерді анықтау үшін бірден калибрлеу қондырғысына (3) кіреді, содан кейін салқындату резервуарында (4) әрі қарай жеткілікті салқындатудан өтеді. Құбыр реттелетін арқылы тұрақты жылдамдықпен шығарыладытасымалдау қондырғысы(6)және соңында кескіш (7) арқылы белгіленген ұзындықтарға дейін кесіңіз. Диаметрі 160 мм-ден төмен жұқа қабырғалы құбырларды орауыш (9) арқылы орамдарға айналдыруға болады.

1-сурет PO құбырын өндіру процесінің ағынының схемалық диаграммасы
1---Экструдер; 2---Құбыр қалыбы; 3---Калибрлеу жеңі;
4---Вакуумды калибрлеуді салқындату; 5---Салқындату ыдысы;
6---Тасымалдау қондырғысы; 7---Кескіш;
8--- Принтер; 9---Шиыршық
II. Процесс және жабдық
PO құбырларын өндіру үшін, ажоғары тиімді бір бұрандалы экструдертаңдалуы керек. Беру аймағында осьтік ойық баррель қолданылады. Бұранданың ұзындығының диаметріне (L/D) қатынасы 30–33:1 құрайды. Бұрандалы құрылым тереңдігі мен қадамы әртүрлі екі сатылы конструкция болып табылады: беру бөлігіндегі қадам бұранда диаметрінен аз, ал балқыту және гомогенизациялау учаскелеріндегі қадам бұранда диаметрінен үлкен. Араластыру тиімділігін арттыру үшін кейбір бұрандалар араластырғыш басының қосымша элементтерімен жабдықталған. Бір бұрандалы экструдердің бұл түрі салыстырмалы түрде жоғары өнімділік пен жақсы пластиктенуді ұсынады. Мысалы, бұрандалы диаметрі 90 мм бір бұрандалы экструдер 600 кг/сағ асатын өнімділікке қол жеткізе алады. Сонымен қатар, кальций карбонаты, барий сульфаты, ағаш ұны немесе шыны талшықтарымен толтырылған PO құбырларын өндіру әдетте бірге айналатын қос бұрандалы экструдерлерді пайдаланады.
ПВХ құбырларының өндірісі негізінен PO құбырларына ұқсас. Көбінесе қарсы айналмалы конустық немесе қолданыладыпараллельді қос бұрандалы экструдерлер, құрғақ қоспа ұнтағын тікелей экструзияға мүмкіндік береді. Олардың өнімділігі шағын диаметрлі құбырлар үшін 10 кг/сағ, үлкен диаметрлі құбырлар үшін 1100 кг/сағ. Бұранданың L/D қатынасы бұрынғы 18:1-ден 25:1-ге дейін өсті. Мысалы, Ақос бұрандалы экструдердиаметрі 90 мм бұрандамен 300 кг/сағ асатын өнімділікке қол жеткізуге болады.
1-суреттен көрініп тұрғандай, құбырды экструзиялық төменгі ағынды жабдық негізінен салқындатқыш су ыдысынан тұрады,тасымалдау қондырғысы, кескіш, катушка, немесе қоқыс кестесі.
Салқындатқыш суға арналған резервуар
Құбыр калибрлеу және салқындату құрылғысынан шыққанда, ол бөлме температурасына дейін толық салқындатылмайды. Одан әрі салқындатылмаса, құбыр қабырғасының радиалды бағыттағы температура градиенті температураның жоғарылауына байланысты қазірдің өзінде шыңдалған сыртқы қабаттың қайтадан жұмсартылуына әкелуі мүмкін, бұл деформацияға әкеледі. Екінші жағынан, құбыр тарту, кесу және орау жабдықтарының кернеулеріне төтеп беруі керек. Сондықтан қалдық жылуды алып тастау керек, құбырды бөлме температурасына дейін салқындату керек. Салқындату әдістеріне су моншасы және бүріккіш салқындату жатады. Су моншасындағы салқындату резервуарында су деңгейі құбырды толығымен суға батыруы керек. Резервуар бірнеше бөлікке бөлінген. Салқындату суының кірісі соңғы бөлікте орнатылады, бұл су ағынының бағытын құбырдың экструзиялық бағытына қарама-қарсы етіп, салқындату температурасының градиентін жасайды. Бұл құбырдың бірте-бірте салқындауына және ішкі кернеудің төмендеуіне әкеледі. Салқындатқыш су ыдысы мен калибрлеу/салқындату қондырғысы арасындағы қашықтық жалпы салқындату ұзындығының оннан бір бөлігінен аспауы керек; әйтпесе құбырдың сыртқы қабырғасы мен салқындатқыш су арасындағы температура айырмашылығы шамадан тыс артуы мүмкін. Су моншасының әдісі қарапайым болғанымен, резервуардағы жоғарғы және төменгі су қабаттары арасындағы температура айырмашылығы құбырдың біркелкі салқындатылуына және иілуіне әкелуі мүмкін. Бұған қоса, құбырға әсер ететін қалқымалы күштер деформацияны оңай тудыруы мүмкін, бұл әдіс әсіресе үлкен диаметрлі құбырларды салқындату үшін жарамсыз етеді.
функциясықұбырларды тарту қондырғысықұбырдағы өлшем құрылғысы тудыратын үйкеліс күшін еңсере отырып, қазірдің өзінде өлшемді және салқындатылған құбырға белгілі бір түсіру жылдамдығы мен күшін қамтамасыз ету, осылайша құбырды тұрақты жылдамдықпен орауыш немесе төгу үстеліне шығару. Тасымалдау қондырғысы құбырларды өндіруге арналған төменгі ағынды жабдықтың негізгі бөліктерінің бірі болып табылады және келесі талаптарға сай болуы керек.
(1)Theапаружылдамдықты тұрақты тасымалдауды қамтамасыз ете отырып, қадамсыз және тегіс реттеуге қабілетті болуы керек. Тұрақсыз тасымалдау жылдамдығы құбыр диаметрінің ауытқуына әкеледі. Тасымалдау жылдамдығы экструзия жылдамдығымен тығыз үйлестірілуі керек. Құбыр қабырғасының қалыңдығы тасымалдау жылдамдығын реттеу арқылы реттеледі: баяу түсіру жылдамдығы қабырғалардың қалың болуына әкеледі, ал жылдамырақ жылдамдық қабырғалардың жұқа болуына әкеледі. Дұрыс тасымалдау жылдамдығын таңдау өнімнің өлшемдік сәйкестігін қамтамасыз етудің тиімді әдісі болып табылады. Заманауи конструкциялар 30 м/мин дейін максималды тасымалдау жылдамдығына қол жеткізе алады.
(2)Тұрақтыапарукүшін ешқандай итеру-тарту құбылысынсыз сақтау керек, әйтпесе ол құбырда беткі толқындық ақауларды тудыруы мүмкін. Жеткілікті түсіру күші де қажет. Қажетті түсіру күші жанасу аймағына және өлшемді радиалды қысымға қарай артады. Шағын және орташа диаметрлі құбырлар үшін тарту күші әдетте 100–600 Н құрайды; үлкен диаметрлі құбырлар үшін ол әдетте 800–10 000 Н құрайды.
(3) Қысқыш күшітасымалдау қондырғысыұстағыш реттелетін және бетінің зақымдалуын немесе деформациясын тудырмай әртүрлі диаметрлі құбырларды ұстауға қабілетті болуы керек. Қазіргі уақытта шынжыр табанды ұстағыштар кеңінен қолданылады. Олар құбырдың айналасында біркелкі орналасқан 2-ден 12-ге дейінгі жолдардан тұрады. Жолдар құбырға радиалды қысым түсіретін аумақты ұлғайту үшін негізінен ойыс немесе бұрышты резеңке/пластикалық қысқыш блоктардың белгілі бір санымен ендірілген. Қысқыш күшін реттеу пневматикалық, гидравликалық немесе қорғасын бұрандалы гайка механизмдері арқылы жүзеге асырылады. Жолдар саны құбыр диаметріне қарай артады.
Құбырды белгілі бір ұзындыққа апарғаннан кейін оны ұзындығы бойынша кесу керек. Кескіштер құбырдың диаметрі мен қабырғасының қалыңдығына, материал түріне, кесу ұзындығына, кесу сапасына, кесу формасына және т.б. қарай таңдалған әртүрлі типтерде болады. Гильотинді автоматты кескіштер мен дөңгелек радиалды аралар шағын және орташа диаметрлі құбырларды кесуге жарамды; планеталық автоматты кескіштер үлкен диаметрлі құбырлар үшін жарамды. Кесу пәрменін алғаннан кейін кескіш құбырды қысқышпен ұстап, кесу әрекетін аяқтай отырып, құбырды тарту бағытында қозғалады. Кесуден кейін пневматикалық механизм оны қалпына келтіру күйіне қайтарады.
Катушкалар және төгу үстелі. Тек иілу кезінде деформацияланбайтын құбырлар автоматты кесу және түсіру арқылы орауыштың көмегімен катушкаларға оралады. Орамның сызықтық жылдамдығы экструзия жылдамдығымен синхрондалады және оны қадамсыз реттеуге болады. Экструзия жылдамдығы 2 м/мин аз болғанда, әдетте бір станциялы орағыш қолданылады; экструзия жылдамдығы 2 м/мин асқанда қос станциялы немесе тіпті көп станциялы орағышты пайдалану керек.
III. Құбыр ақауларын бақылаудың негізгі факторлары
1-суреттегі процесс ағынының тәртібіне сәйкес сапа ақауларын жоюға байланысты негізгі факторлар төменде келтірілген.
(1)Азықтандыру бөлімі:Шикізаттың құрамы; шикізаттың пішіні мен өлшемі; бояу әдісі; кептіру әдісі; қайта ұнтақталған/қайта өңделген материалды араластыру; қоспалардың түрлері мен мөлшерлері; бункерлік жұлдырудың салқындату қабілеті.
(2)Экструдер: Бұранданың диаметрі; бұранданың L/D қатынасы; бұранданы қысу коэффициенті; бұрандалы құрылым түрі; бұранда жылдамдығы; желдету өнімділігі; бұрандалы температураны реттеу; баррельді қыздыру мен салқындатуды бақылау; экструдер аймақтарының бойындағы температура профильдері; экструдер моменті; қуат тұтыну; адаптер; экран ауыстырғыш үшін температураны таңдау және басқару; экран бумасының түрі мен сипаттамасы.
(3)Өл:Қалып аралығы; жердің ұзындығы; қалып құрылымы түрі; ағын арнасының пішіні; балқыманы бөлу; температураны орнату және реттеу; штамп басының қысымы; қабырға қалыңдығын бақылау.
(4) Калибрлеу және салқындату:калибрлеу әдісі; калибратор өлшемдері; вакуумдық қораптың вакуум деңгейі немесе ішкі қысымды калибрлеу түтігінің ауа қысымы мен ұзындығы; калибрлеу жүйесін тығыздау; калибрлеу уақыты; салқындату суының шығыны; салқындату суының температурасы; салқындату әдісі.
(5)Салқындатқыш су ыдысы:Салқындату әдісі; су құбырының схемасы; салқындату суының шығыны; салқындату резервуарының ұзындығы; салқындату суының температурасы; құбырларды салқындату тиімділігі.
(6)Тасымалдау қондырғысы: Тасымалдау жылдамдығы және бақылау; түсіру күшін калибрлеу; қысу күші және бақылау; жолдардың саны және тиімді ұзындығы; бетінің қаттылығы және қысқыш блоктардың пішіні; жанасу беті.
(7) Кескіш: Кескіш түрі; ара қалақшасының тіс профилі мен материалы; қалпына келтіру механизмі; чиптерді жинау және шаңды кетіру; шуды бақылау; шектеу жүйесін орнату; қысу механизмі; жетек жүйесі және қуат; автоматты кесу әрекетінің жүйесі.
(8)Катушкалар және төгу үстелі: Кернеуді бақылау; ұзындықты кесу командалық жүйесі; орауыш станцияны таңдау; орама диаметрі; қоқыс әрекетінің көрсеткіші; орамасының сызықтық жылдамдығы.
(9) Қосымша:Автоматтандырылған өндіріс шарттары:Қабырға қалыңдығын өлшеу; сыртқы диаметрді бақылау; салмақты өлшеу және өндіру статистикасы; редукторлы балқыма сорғысының жұмыс күйі; орталықтандыру жүйесі.
Қосымша ақпарат қажет болса,Ningbo Fangli Technology Co., Ltd.егжей-тегжейлі сұрау үшін хабарласуға шақырады, біз сізге кәсіби техникалық нұсқаулықты немесе жабдықты сатып алу бойынша ұсыныстарды береміз.
Сұрау жіберу


X
Біз cookie файлдарын сізге жақсырақ шолу тәжірибесін ұсыну, сайт трафигін талдау және мазмұнды жекелендіру үшін пайдаланамыз. Осы сайтты пайдалану арқылы сіз cookie файлдарын пайдалануымызға келісесіз.
Құпиялылық саясаты