 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Қос бұрандалы экструзия процесінің тиімділігін екі есе арттыру үшін температураны бақылауды оңтайландыру
Ningbo Fangli Technology Co., Ltd.болып табыладымеханикалық жабдық өндірушісі30 жылдан астам тәжірибесі барпластикалық құбырларды экструзияға арналған жабдық, жаңа қоршаған ортаны қорғау және жаңа материалдар жабдықтары. Құрылғаннан бері Fangli пайдаланушының сұранысы негізінде әзірленді. Үздіксіз жетілдіру, негізгі технология бойынша тәуелсіз ҒЗТКЖ және озық технологияларды және басқа құралдарды сіңіру және сіңіру арқылы біз дамыттық.ПВХ құбырларын экструзиялау желісі, PP-R құбырының экструзия желісі, PE сумен жабдықтау / газ құбырын экструзия желісі, ол Қытай құрылыс министрлігі импорттық өнімдерді ауыстыруды ұсынды. Біз «Чжэцзян провинциясындағы бірінші дәрежелі бренд» атағын алдық.
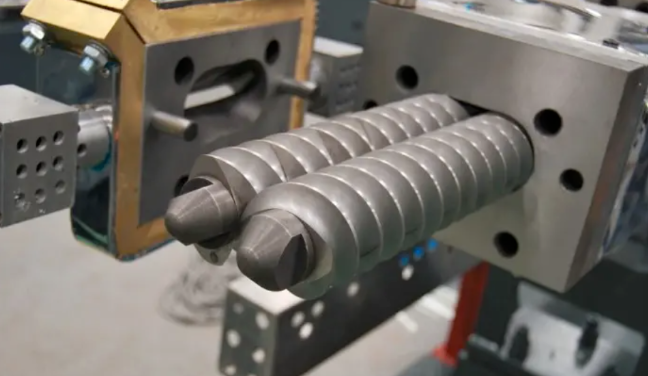
Қос бұрандалы экструзия полимерлерді өңдеудегі негізгі процестердің бірі болып табылады. Оның тұрақты жұмысы және түпкілікті өнімнің сапасы көбінесе процесті дәл бақылауға байланысты, оның негізі температураны бақылау болып табылады.
Жабдық үлгілерінің күрделілігіне, бұрандалы конфигурацияларға және материалдың әртүрлілігіне байланысты оңтайлы процесс параметрлері көбінесе ұзақ мерзімді тәжірибелер мен жинақталған тәжірибелерден алынады. Төменде қос бұрандалы экструзия процесіндегі температураға байланысты бірнеше негізгі факторларға қысқаша кіріспе берілген.
01 Экструзия процесінің температурасы
Экструзия процесінің температурасын жобалау кезінде көптеген факторларды ескеру қажет. Материалдық құрамдас бөліктер арасындағы ең жоғары балқу температурасы басты назарға алынады. Мысалы, полипропилен мастер-бетінде полипропиленді тасымалдаушы 170 ° C-та ең жоғары балқу температурасына ие, сондықтан әрбір аймақ үшін технологиялық температура шамамен 170 ° C шамасында орнатылады. Әрине, бұл қыздыру әдісіне байланысты өзгеруі мүмкін; температуралар қарсылық қыздыру мен электромагниттік индукциялық қыздыру арасында ерекшеленеді, соңғысы әдетте төменірек болады.
Екіншіден, процесс температурасы жабдықтың көлеміне және өндіріс жылдамдығына байланысты. Жоғары өнімділік материалды жұмсарту және балқыту үшін көбірек жылуды қажет етеді, бұл жоғары технологиялық температураны қажет етеді. Температура сонымен қатар тасымалдау және кесу қажеттіліктеріне негізделген сегменттік түрде жасалған. Жоғары температура материалдың тұтқырлығы мен ығысу күшін төмендетеді, ал төменгі температура тұтқырлық пен ығысу күшін арттырады. Процесс температурасын түзету материалдың тұтқырлық сияқты басқа физикалық қасиеттерін де ескеруі керек.
02 Тамақтану температурасы
Жеткізу құбырының температурасын орнатудың кілті материалдың бұрандаға жабысып қалуын болдырмау болып табылады, бұл қалыпты азықтандыруға кедергі келтіреді. Материалдың ығысу дисперсиясы үшін ерте еріп кетуіне мүмкіндік беру үшін, беріліс құбырының температурасы жабысуын тудырмай, тасымалдаушының балқу температурасына мүмкіндігінше жақын болуы керек. Кейбір құрамдарда балқу температурасы төмен қоспалар өте аз мөлшерде болады. Тіпті олар ерісе де, жалпы материалды тасымалдауға айтарлықтай әсер етпейді, сондықтан олардың процесс температурасына әсері аз.
Дегенмен, кейбір рецептураларда көптеген төмен молекулалық материалдар бар. Температураның шамалы жоғарылауы бұранда арқылы төменгі ағынды қыздыру аймақтарынан тасымалданатын жылумен біріктіріліп, бұл материалдардың қоректену орнында мерзімінен бұрын еріп кетуіне әкеліп соқтырады, бұл материалдың адгезиясына және азықтандырудың бұзылуына әкеледі. Сондықтан, іске қосу алдындағы қыздыру кезінде беру аймағын төмен температурада ұстау керек. Осы төмен температураны сақтау үшін салқындатуды белсендіру қажет болуы мүмкін. Әйтпесе, іске қосқаннан кейін бұранданың сырғып кетуі және беру мәселелері туындауы мүмкін. Іске қосудағы ауытқуларды болдырмау үшін алдымен температураны әдеттегідей орнатқан дұрыс, содан кейін іске қосқаннан кейін беру аймағының температурасын төмендеткен дұрыс.
03 Желдету портының температурасы
Желдеткіш портының температурасы әдетте тиісті түрде азайтылуы керек. Теориялық тұрғыдан, балқыманың оңай ағып кетуін және желдеткіш саңылауының ағып кетуіне жол бермеу үшін желдеткіштің алдындағы және одан кейінгі екі аймақтың температурасын реттеу керек. Бұл реттеу материалдың алға қарай оңай ағуын қамтамасыз етеді, бірақ желдеткіш саңылауынан жоғары және сыртқа ағу қиынға соғады. Дегенмен, тұрақты, жылдам ағын, жақсы дисперсия және төмен балқыма қысымы жағдайында желдеткіш портының температурасын арнайы реттеу қажет болмауы мүмкін. Демек, көптеген операторлар бұл параметрге мұқият назар аудармайды.
04 Араластыру бөлімінің температурасы
Араластыру бөлімі қос бұрандалы мастер-бетч өндірісіндегі маңызды аймақ болып табылады. Оның температурасын реттеу ығысу күшіне қойылатын талаптарға байланысты. Оның негізгі функциясы пигменттердің ығысу дисперсиясы болып табылады және ығысу күші температураға тығыз байланысты: шамадан тыс жоғары температура балқыма тұтқырлығы мен ығысу күшін төмендетеді. Сәйкес төмен температура тұтқырлықты арттырады, нәтижесінде ығысу дисперсиясы жақсы болады. Ығысу күшінің шамасы көбінесе қозғалтқыштың негізгі токына тікелей әсер етеді. Сондықтан тәжірибелі операторлар негізгі қозғалтқыш тоғының өзгеруіне байланысты осы аймақтағы технологиялық температураны реттейді.
05 Өлім басыТемпература
Қалып басының температурасының дизайны: Балқыма қалып басына енген кезде және түйіршіктеу үшін экструдталуға жақын болған кезде (жіпті түйіршіктеу, су сақинасы немесе су астындағы түйіршіктеу арқылы), әдетте температураны тиісті түрде азайту керек. Сынақ экструдаттың температурасын оның бөшке ішіндегі балқыма температурасынан айырмашылығын белгілей алады. Сонымен қатар, экранды ауыстыру процесінің ұзақтығы мен сәттілігі көбінесе тұтқырлық пен балқыма ағынының жылдамдығына байланысты болады, оны қалып басының температурасын реттеу арқылы басқаруға болады.

Температурадан тыс басқа әсер ететін факторлар
06 Фидер жылдамдығын басқару
Фидер жылдамдығын реттеу шығысқа тікелей әсер етеді. Тұрақты өндіріс кезінде экструзия жылдамдығы беру жылдамдығына тең болады. Фидердің жылдамдығын өзгерту шығысты өзгертеді және бір уақытта процеске әсер етеді. Фидер жылдамдығын арттыру бұрандаға көбірек материал қосып, процесс температурасын тиімді төмендетеді; керісінше, фидер жылдамдығын төмендету процесс температурасын тиімді арттырады. Фидер жылдамдығының өзгеруі өнімнің дисперсия сапасына да әсер етеді. Сондықтан фидер жылдамдығын реттеу тұрақты мастер-батчты өндіру процесін және түпкілікті өнім сапасын қамтамасыз етуді көздейтін кешенді түрде қарастырылуы керек.
07 Негізгі бұранда жылдамдығы
Негізгі бұранда жылдамдығы бұрандалардың айналу жылдамдығы болып табылады. Тұрақты беру жылдамдығымен негізгі бұранда жылдамдығын өзгерту экструзия жылдамдығына ол біртіндеп қалыпты жағдайға оралмас бұрын уақытша ғана әсер етеді. Бұрандалы жылдамдықтың негізгі рөлі өнімнің сапасын бақылаудың тағы бір маңызды факторы болып табылатын ығысу дисперсиясында жатыр. Бұл температура мен ығысу жылдамдығы арасындағы үйлестіруді қажет етеді. Кейбір өнімдер жоғары ығысуды қажет етеді, бұл жоғары бұранда жылдамдығын қажет етеді. Басқалары төмен жылдамдықты талап ететін төмен ығысуды талап етеді — әрине, төмен ығысуға қол жеткізу процесс температурасын реттеуді де қамтуы мүмкін. Әрбір машинаның максималды жылдамдық шегі бар, оны тиісті қауіпсіздік шегімен сақтау керек.
08 Балқыма қысымы
Балқыма қысымы әдетте 1 МПа төмен сақталады. Бұл экран қаптамасының тор өлшеміне, пигмент дисперсиясының тиімділігіне, балқыма температурасына және тұтқырлыққа байланысты. Кішкене экран торы, нашар пигмент дисперсиясы және балқыманың төмен тұтқырлығы жоғары қысымға әкеледі; керісінше қысым төмендейді. Балқыма қысымы көптеген факторлардың жан-жақты көрінісі болып табылады; тек соған негізделген қарапайым немесе ерікті пайымдаулардан аулақ болыңыз. Дегенмен, ол процесті реттеу және өнімнің дисперсия күйін бақылау үшін пайдалы анықтама ретінде қызмет ете алады.
09 Экран бумасын конфигурациялау және ауыстыру
Экран бумалары балқыманың кері ағынын тудыру арқылы сүзу және ығысуды арттыру сияқты функцияларды орындайды. Олар арнайы өнім мен сапа талаптарына сәйкес конфигурациялануы және ауыстырылуы керек.
10 Қоршаған ортаны қорғауҚос бұрандалы экструдерлер
Қос бұрандалы экструдерлердің негізгі экологиялық мәселелері мыналар болып табылады: біріншіден, қоректендіру жолындағы шаң; екіншіден, желдеткіш саңылаулардан және матрица басынан газдар; үшіншіден, салқындатқыш суды өңдеу. Тиісті түрде жою үшін оларды жан-жақты түсіру, сүзгілеу және жинау үшін күш салу керек.

Қорытындылай келе, температура бүкіл қос бұрандалы экструзия процесінде өтетін негізгі айнымалы болып табылады. Ол материалдың балқытуын, тасымалдануын, дисперсиясын, желдетуін және соңғы пішінін бірге анықтайтын беріліс жылдамдығы, бұранданың айналу жылдамдығы және қысым сияқты параметрлермен тығыз байланысты. Тұрақты, жоғары сапалы экструзия процесі температура жүйесін дәл және тұтас басқаруға негізделген.
Қосымша ақпарат қажет болса,Ningbo Fangli Technology Co., Ltd.сұрауыңызды құптайды. Біз кәсіби техникалық басшылықты немесе жабдықты сатып алу бойынша ұсыныстарды береміз.
Сұрау жіберу


X
Біз cookie файлдарын сізге жақсырақ шолу тәжірибесін ұсыну, сайт трафигін талдау және мазмұнды жекелендіру үшін пайдаланамыз. Осы сайтты пайдалану арқылы сіз cookie файлдарын пайдалануымызға келісесіз.
Құпиялылық саясаты